Kako zavariti zavarivanje stropne šavove
Upotreba zavarivačkih spojeva u sklopu metalnih konstrukcija smatra se najlakšom i najpouzdanijom metodom njihova ugradnje, ne samo u industriji već iu svakodnevnom životu. Jasno je da će, kako bi se osposobili tehnike električnog zavarivanja, privatni trgovac ne samo da treba završiti poseban tečaj, nego i stjecati određene praktične vještine.
Za one koji barem djelomično posjeduju ove tehnike zavarivanja, nudimo uvodni članak o osobitostima formiranja stropne šavove, pri čemu priprema zahtijeva posebnu pažnju i brigu izvođača. I doista, kad zavarivanje šavova, primjerice, na strop garaže, dna automobila ili na bilo kojem drugom mjestu, pripremljeni spoj nalazi se izravno iznad glave zavarivača, što objašnjava zahtjev posebne skrbi za obavljanje svih radnih operacija. Kao rezultat toga, prije nego što zavarite stropni šav električnim zavarivanjem, preporuča se upoznavanje s posebnostima operacija za njegovo stvaranje u određenim uvjetima.
Značajke stvaranja šavova
Složenost pripreme stropnih zglobova objašnjava činjenicom da se tijekom zavarivanja rastaljenog metala zbog vlastite težine može smanjiti, a to stvara određenu prijetnju izvoditelju (osobito spaljivanjem otvorenih dijelova tijela). Stoga iskusni stručnjaci u takvim situacijama koriste posebne tehnike zavarivanja koji osiguravaju poštivanje sigurnosnih zahtjeva.
Da biste razumjeli sve suptilnosti postupaka pripreme stropnih zglobova, najprije morate upoznati osnovne uvjete za tehniku obavljanja posla ove klase. U postupku zavarivanja moraju biti ispunjeni sljedeći obvezni uvjeti:
- zavarivanje se može obaviti samo ručno;
- za formiranje spoja koriste se takozvane prevučene elektrode;
- zavarivanje treba provesti u "kratkom luku" pomoću elektroda od ne više od 4 mm O;
- kod pripreme šavova kako bi se izbjeglo širenje metala, elektroda bi se trebala držati u donjem dijelu;
- širina pripreme šavova ne smije prijeći dvostruku debljinu elektrode;
- kako bi se izbjeglo stvaranje plinova koji smanjuju kvalitetu šava, upotrijebljene elektrode moraju biti potpuno suhe;
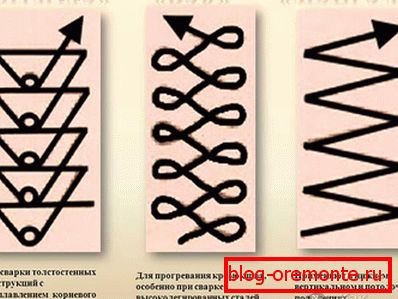
- Zavarivanje treba provesti u smjeru "ja", što vam omogućuje odabir optimalnog tijeka napretka, kao i praćenje kvalitete rezultirajućeg zavarivanja;
- kako bi se dobio kruti i pouzdani spoj, rubovi površina koje treba zavariti ili radni dijelovi pažljivo se čiste prije početka rada, a na kraju su uklonjeni skrheni ostaci zavarivanja.
Kod rada s prazninama veće debljine (oko 1 cm ili više), zavarivanje treba provesti u nekoliko prolaza. Na prvom prolazu koristi se elektroda promjera ne većega od 3 mm; sve daljnje postupke provode se pomoću elektroda od 4 mm.

Posebno bismo željeli privući vašu pažnju na činjenicu da stropni zglobovi nisu samo horizontalni, već mogu imati određenu nagibu, koji varira od 10 do 80 stupnjeva (tzv. Polustupni zglob). U tom slučaju, ručno i automatsko zavarivanje pomoću iste prevučene elektrode može se koristiti za oblikovanje naginjanja.
Priprema zglobova

Prije brtvljenja stropnih zglobova pomoću električnog zavarivanja, morate imati barem neku ideju o vrstama zavarenih spojeva, koji se razlikuju po načinu na koji se formiraju. Budući da volumen članka ne dopušta da istražimo svaku od ovih vrsta, ograničit ćemo se na najjednostavnije od njih, naime, tzv.
Navedena veza zavarena je, u pravilu, u nekoliko prolaza, izvedena u sljedećem slijedu:
- Prvo se stvara takozvani korijenski valjak ili korijen korijena. Kod stropnog zavarivanja vrši se pomoću O 3 mm elektrode, koja se provodi uzduž šava na poznati način, nazvanu "ljestve". Vrijednost struje postavljene na stroju za zavarivanje odabrana je u rasponu između minimalne i prosječne vrijednosti (govorimo o vrijednostima navedenim u tehničkim karakteristikama same jedinice).
- Druga i treća prolaza izvode O 3 O 4 mm elektrode. Trenutačno je odabrano u isto vrijeme kao prosjek ili bliže maksimumu. Kako bi se spriječilo stvaranje "grbavnog" zavarivanja provodi se s odgodom na rubovima valjka s prolazom duž ruba obratka i daljnjim prijelazom na sljedeći rub metodom "ljestve".
- Svi se sljedeći slojevi valjka formiraju u obliku površine (bez odstupanja od linije zavarivanja).
- Sloj lica formiranog stropnog zgloba treba izgledati tako da širina neispunjenog utora ne prelazi 0,5-2 mm. Ako je potrebno, ovaj sloj se također može napraviti u nekoliko prolaza.
U slučaju svih gore navedenih zahtjeva, možete dobiti visoku kvalitetu i pouzdanu vezu. Detaljnije, redoslijed njegovog stvaranja može se proučavati na videozapisu koji se prilaže materijalima ovog članka.
Sigurnost zavarivanja

Zahtjevi za sigurnost postupaka zavarivanja tijekom izrade stropne šavove su sljedeći:
- Sav posao mora biti izveden u dobro osušenoj prostoriji, vlaga koja ne smije prijeći vrijednost navedenu u propisima.
- U otvorenim prostorima zavarivanje nije dopušteno tijekom snijega ili grmljavinske oluje.
- Zavarivanje treba provoditi samo u odjeći namijenjenoj za tu namjenu s posebnim zaštitnim slojem i maskom.
- Tijekom rada neiskorištena oprema mora biti odspojen od napajanja.
- Za zavarivanje treba koristiti samo dobro izolirane žice.
video
Ovaj videozapis prikazuje proces zavarivanja stropnog šava. Iako su komentari na engleskom, ono što se prikazuje na zaslonu nije potrebno dodatno objašnjenje: